|















| Quantity: | |
|---|---|
Forging Roll Shaft
ETERNAL
Material Selection
The roll shaft is generally made of high-strength alloy steels such as 42CrMo, 34CrNiMo6, and 9Cr2Mo. They are smelted by processes including electroslag remelting to reduce internal impurities and improve material purity.
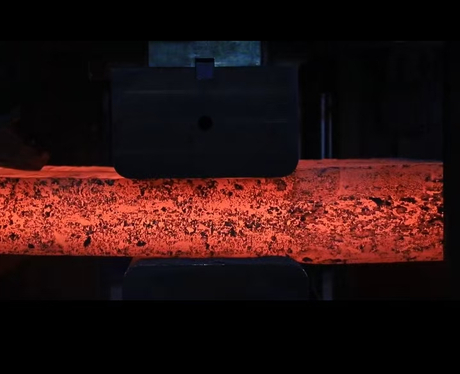
Forging and Forming
Heating: Heat the steel ingot to 1100~1200℃ to ensure good plasticity and prevent overheating burnout.
Upsetting & Drawing: Repeatedly perform upsetting and drawing to break down as-cast grains, improve compactness, and eliminate segregation simultaneously.
Sectional Forging Forming: According to the steps, tapers and shaft end structure of the shaft, pre-forge the general contour with machining allowance reserved to form the forging blank.
Post-forging Cooling: Adopt slow cooling or furnace cooling to avoid cracking of forgings.

Heat treatment of Forged Blank
Relieve stress and adjust organization
Normalization/Annealing: Relieve forging stress, refine grain size, adjust hardness, and prepare for subsequent rough machining.
Quenching and tempering treatment (quenching+high-temperature tempering): This is the core heat treatment process, aimed at obtaining a uniform tempered martensite structure for the shaft, improving strength, toughness, and fatigue performance. The hardness is generally controlled between 220~280HB.
Rough Machining
Quickly remove excess and correct allowances
1.Blank inspection: Perform ultrasonic testing (UT) and dimensional inspection on forgings.
2.End face machining and center hole drilling
3.Rough turning of outer circles and steps.
4.Low temperature tempering after rough machining releases the cutting stress of rough machining and prevents deformation during subsequent precision machining.
Semi Precision Machining
Approaching finished dimensions with finishing grinding allowance reserved
1.Semi-finish turning of all surfaces
2.Keyway and thread machining
3.Rough dynamic balancing calibration
Precision Machining
Ensure final accuracy and performance
1.Journal grinding
2.Machining of tapered and mating surfaces: Finish turning or grinding tapered surfaces with special grinders or lathes
3.Surface strengthening (optional):
High-frequency surface quenching may be applied to journals to improve hardness and wear resistance.
4.Dynamic balance correction
Inspection
1.Non-destructive testing: Conduct ultrasonic testing (UT) and magnetic particle testing (MT) on finished shafts
2.Dimensional accuracy inspection
3.Hardness and mechanical property testing: hardness, impact toughness and other indicators
4.Rust prevention and packaging: Apply anti-rust oil to journals and mating surfaces, and wrap with protective materials
Delivery


Application

1.Aluminum sheet /aluminum foil rolling mill
2.Copper plate /copper strip rolling mill
Other Application scenarios:
1.Metal rolling and processing equipment
2.Large mining machinery (e.g., drive main shafts of crushers and ball mills)
3.Transmission shafts for heavy-duty conveying equipment, large fans and water pumps
Feature
Power Transmission: Transmit the huge torque from the motor to the rolls, drive the rolls to rotate, and realize the plastic deformation of metal during rolling.
Load Bearing: Support the rolls and withstand the enormous radial force, axial force and impact load generated during the rolling process.
Precision Guarantee: Rely on high-precision machining of the shaft itself to ensure stable position and concentricity of the rolls, and ultimately guarantee the dimensional accuracy and surface quality of finished products.
Certificate

ISO45001-2018 Certificate

ISO14001-2015 Certificate

ISO9001-2015 Certificate
Main Equipment
Forging&heat treatment facility

Machining facility

Inspection facility