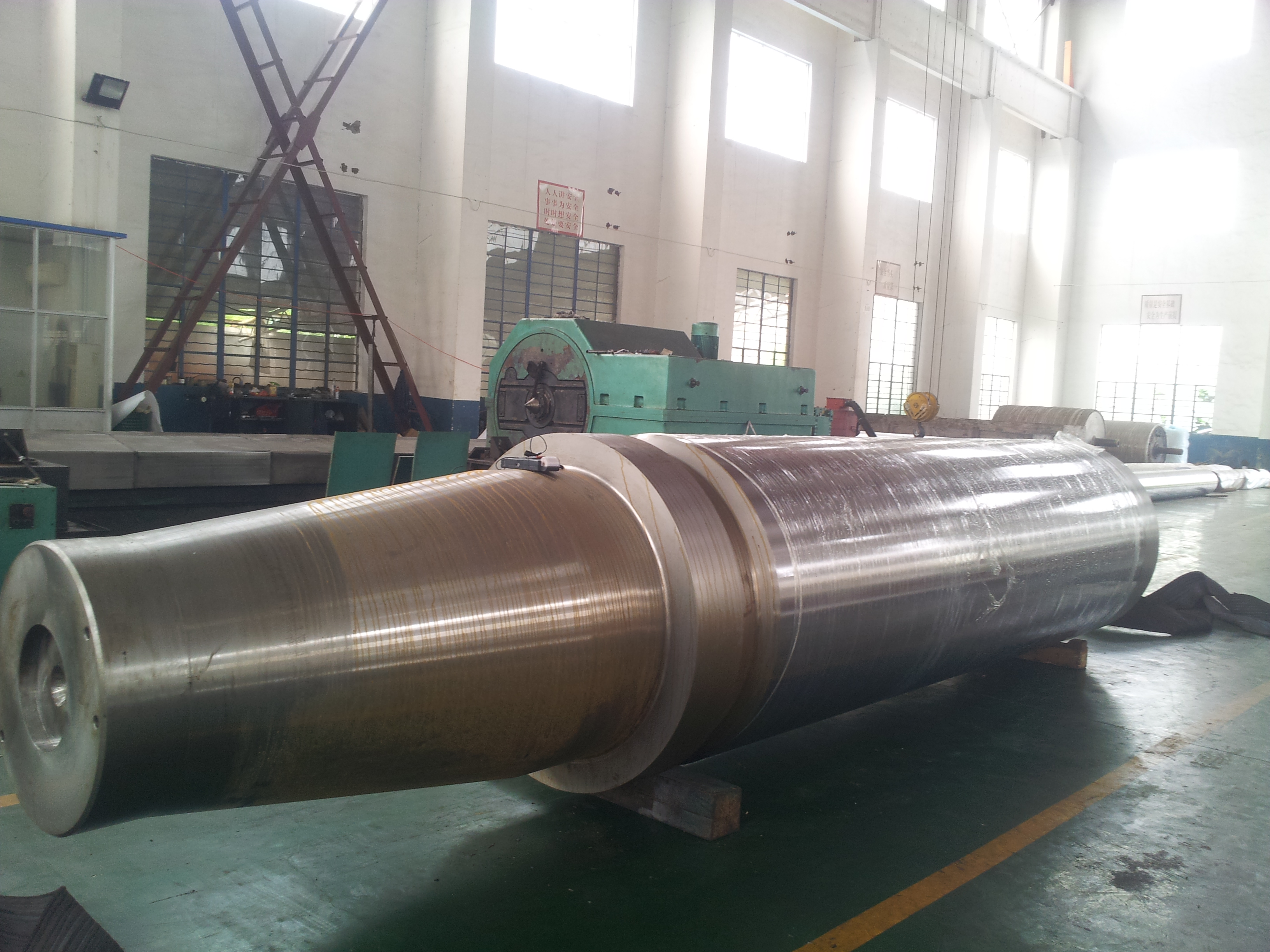
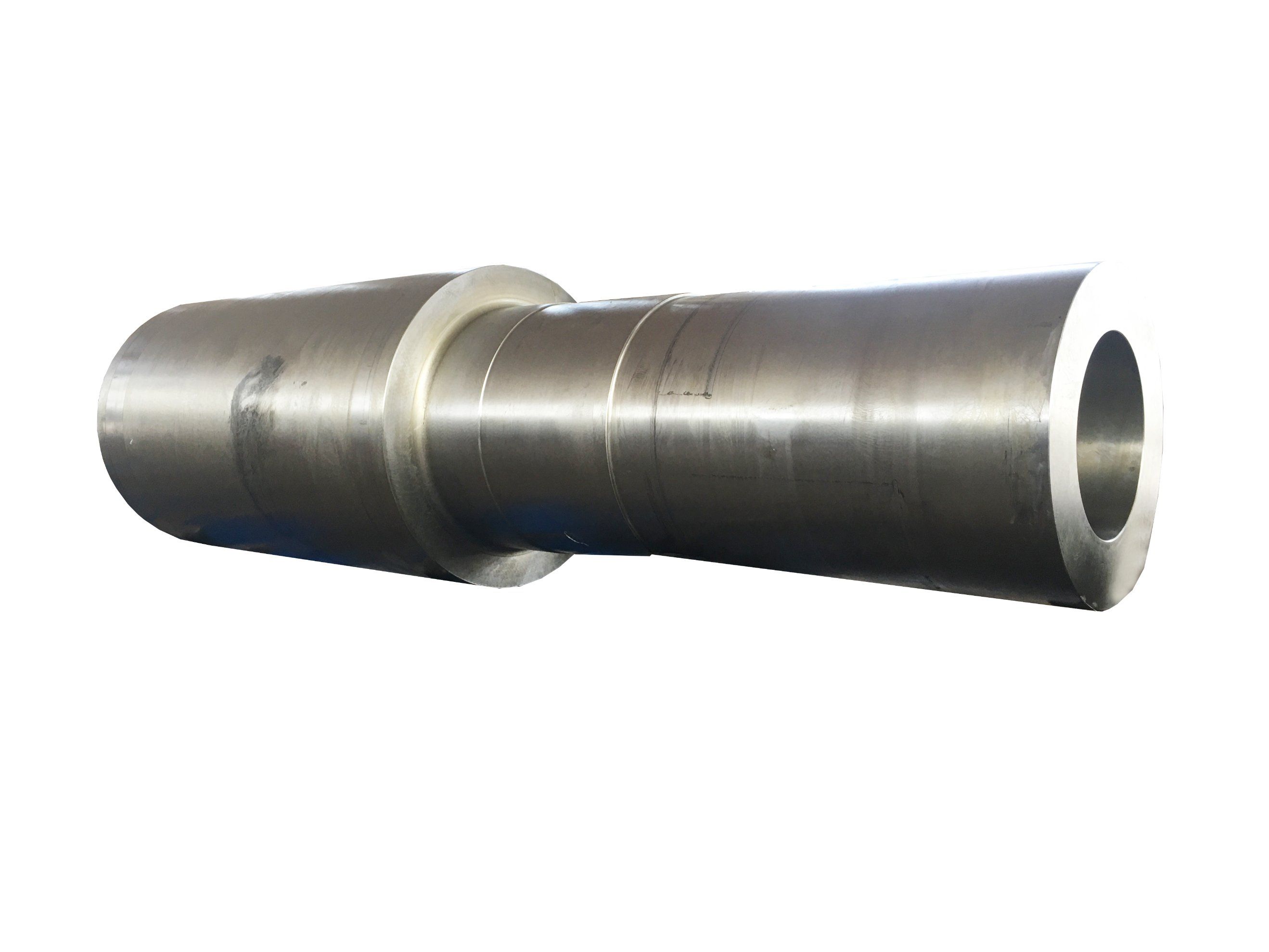
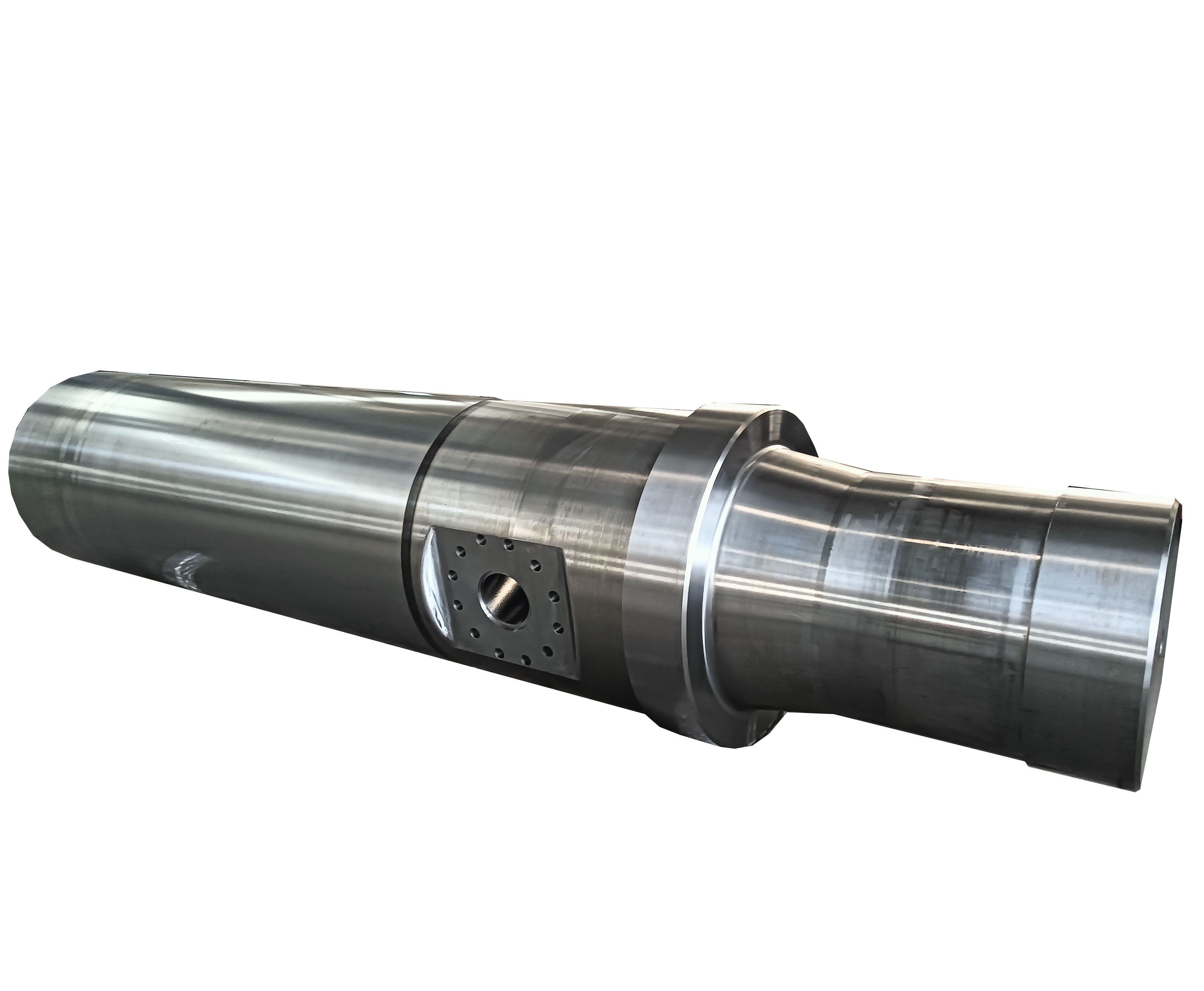
Stainless steel forging is an essential manufacturing process used to produce high-quality, durable, and strong stainless steel components. These components are widely used in a variety of industries, including aerospace, automotive, energy, and construction.

In today’s most challenging industrial environments—from offshore oil rigs and desalination plants to chemical reactors and power generation systems—reliability is non-negotiable. Components must withstand extreme pressures, corrosive media, and fluctuating temperatures without failure. Stainless steel forging, particularly using Stainless Steel SAF2507, has emerged as a key solution for engineers and manufacturers aiming to build durable, high-performance systems.

In modern industries where strength, durability, and resistance to harsh environments are critical, selecting the right materials for forging is paramount.